

━ PPS (ポリフェニレンサルファイド)フィルムの特徴
1、高温耐性
非常に高い温度に耐えることができます。一般的に250°C以上の温度に耐えることができます。
これにより、高温環境での使用や、ハードな熱処理プロセスにおいて優れた西濃を発揮します。
2、高い絶縁性能
優れた絶縁性を持っています。電気絶縁性が求められる電子機器や電気回路の分野で広く利用
されています。高温環境下でもその絶縁性を維持し、信頼性を提供します。
3、耐薬品性
多くの薬品に対して高い耐性を示します。特に酸やアルカリ、オイルなどの化学物質に対して耐性が
あります。そのため、化学処理や薬品取り扱いの分野で広く使用されています。
4、高い機械的強度
優れた機械的強度を持っています。そのため、強度や剛性が要求されるアプリケーションにおいて、
優れたパフォーマンスを発揮します。また、低伸度や低摩耗性も特徴として挙げられます。
━ MSR 熱処理でできること
・熱収縮率低減(応力を限りなくゼロに)
フィルムには必ずと言っていいほど残留応力が存在します。それは様々な加熱工程で、
寸法変化を引き起こし、高精度な寸法を求められる場面では、しばしばトラブルになることが
あります。その残留応力を事前の熱処理でキャンセルすることによりトラブルを解消することが
できます。
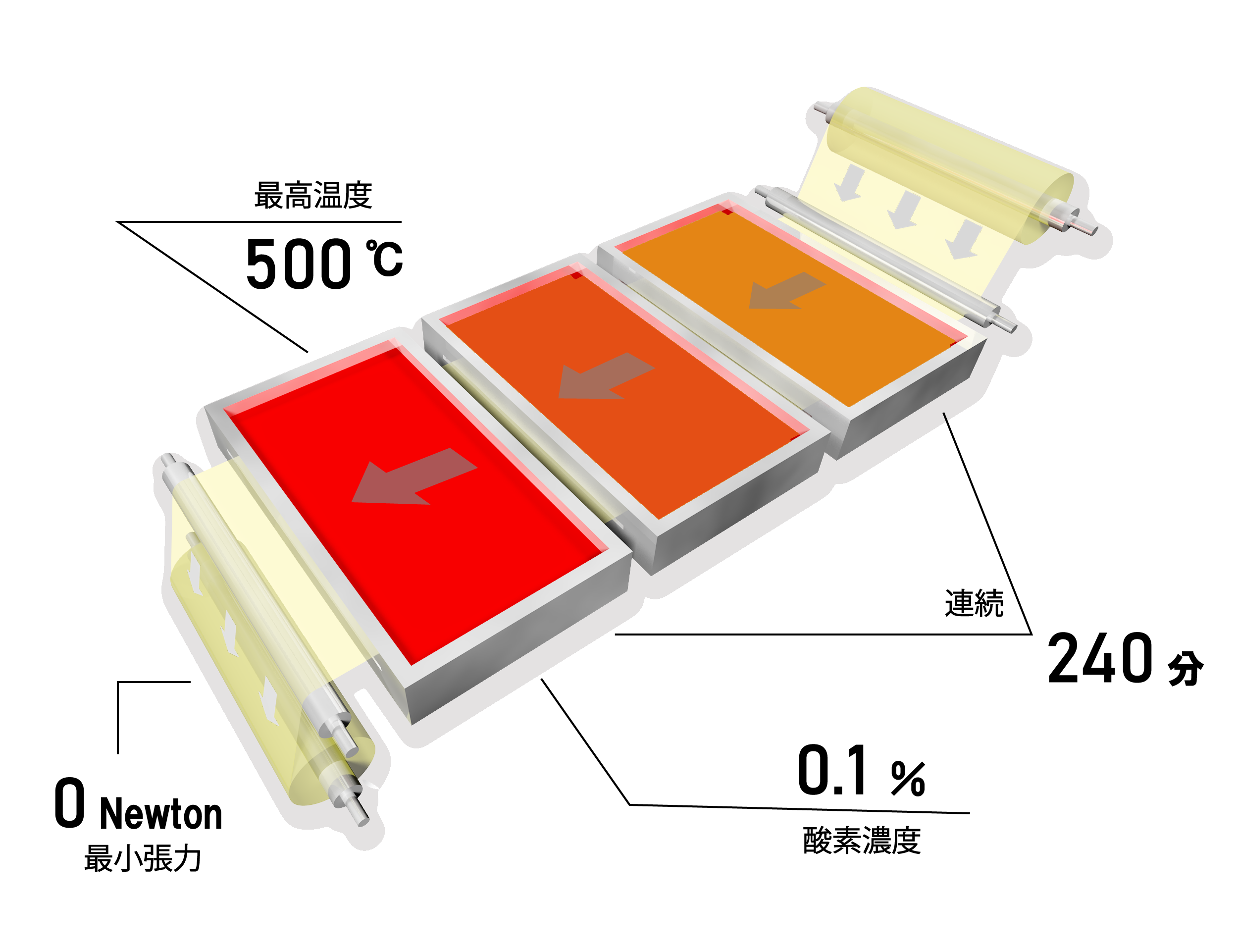
MSRのフロートアニールでは、超低張力搬送、徐々に加熱と冷却する、高精度温度制御により、
ご満足いただける品質に仕上がることが可能。
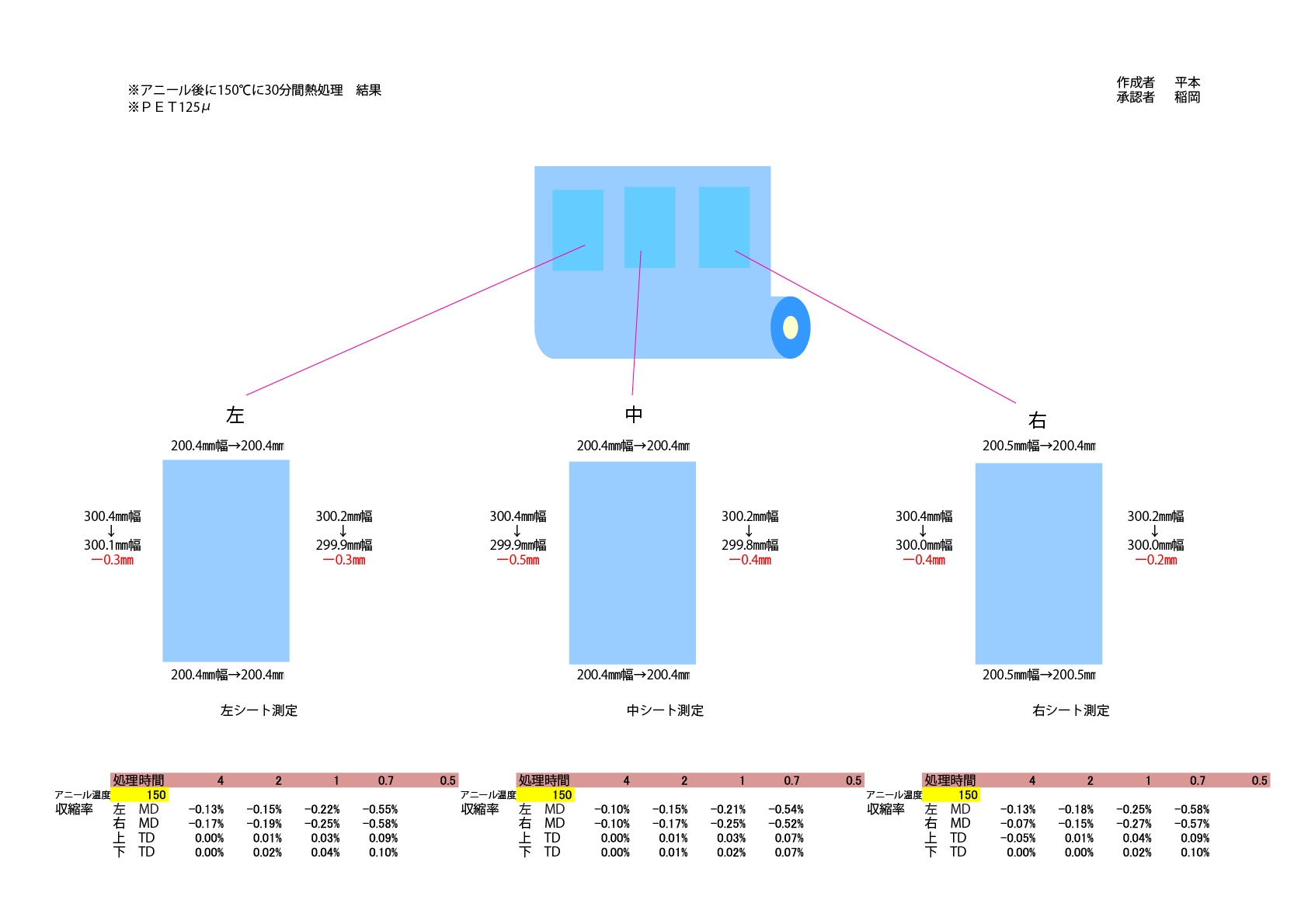
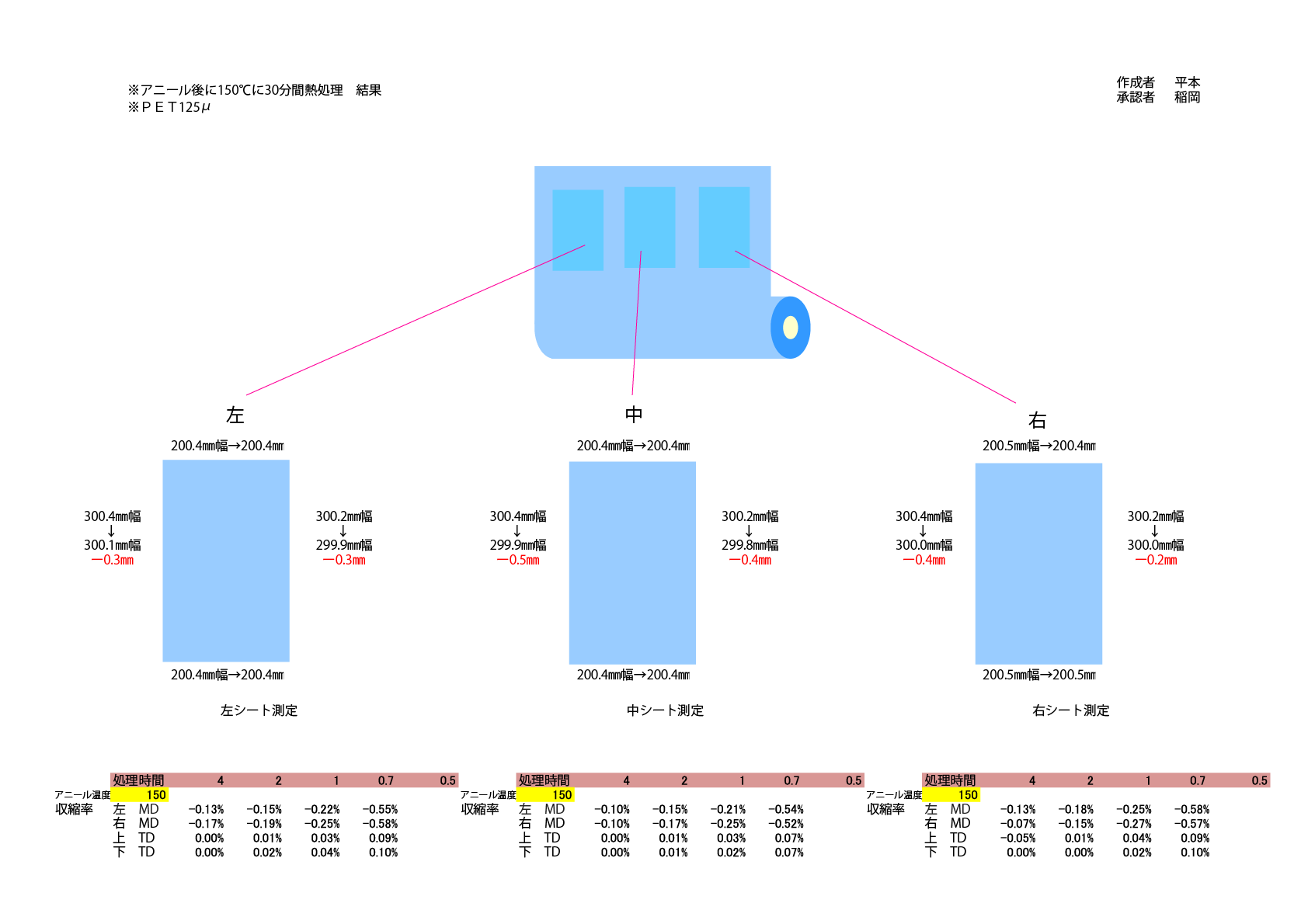
熱収縮率低減 事例
PPSフィルム 60μm 700mm幅
加熱寸法変化率【%】 150°C×30m/min

熱処理(焼成加工)で解決できること
・残留応力トラブル
・結晶化(抵抗値の安定)
・導電膜の抵抗値を下げる
・加熱プロセスによるフィルム変形の対策
・平面性が出ないので製品性能が出ないなど解決
・打跡を解消する
・横段(よこだん)の解消
・残留溶媒問題
・脱水処理
・圧延油を熱で飛ばす
・熱収縮低減(応力を限りなくゼロに)
熱処理には三つの方法があります
①コンタクトアニール(材料に直接コンタクト)

加熱ロールで材料に直接コンタクト焼成します
ロール加熱温度は最高500℃。
最大幅1700mm 長さ1mからの試験が可能です。
②フロートアニール(浮かした状態で焼成加工)
③バッチ炉 熱処理 (BOXに入れるだけの熱処理)

放り込むだけ!!
・ロール状のまま
・シート状を大量に
最高温度350°C±1°Cの高精度制御
昇温、高温設計自由 オペレートレスでコスト安!

















金属箔を軟らかくする ことも
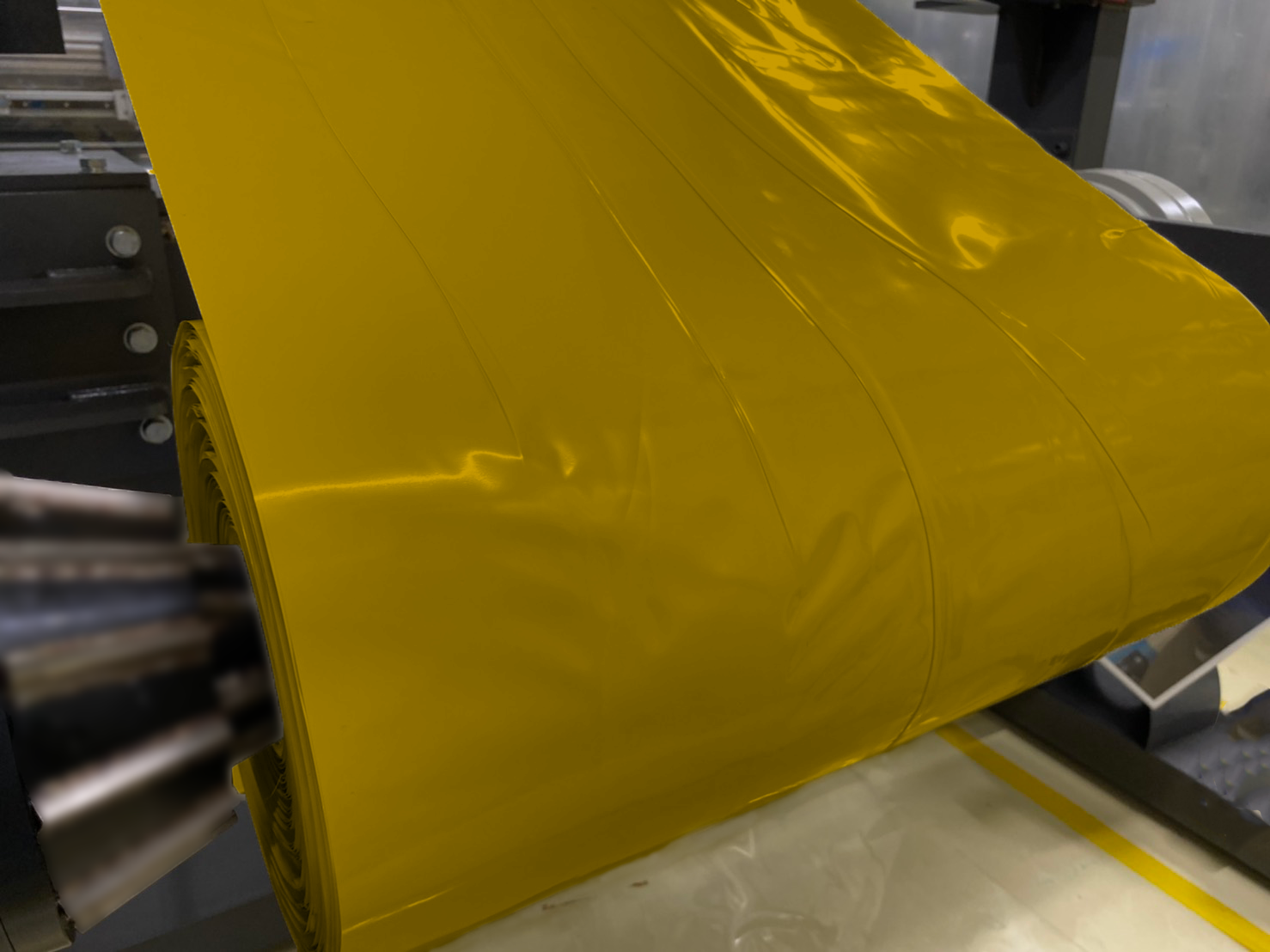
事例を一つご紹介
その時の画像がこちら




樹脂の結晶化と熱収縮
熱収縮率を軽減させる為の「 やっかいな敵は張力」。ロールtoロールの搬送なので少なからず張力が掛かってしまいます。「ある程度、低張力なので軽減するんじゃないの~?」 いいえ、そんなことはありません。特殊な手法で少しの 張力をキャンセルすることに成功
残留応力とは
残留溶剤を揮発させる。
偏肉などのゲージバンドもアニール処理で解消!
量産までのプロセス
実績と収縮率の実力
実績
フィルム
・フッ素フィルム
→ PFA、ETFE、PTFE、FEP
・LCP(液晶ポリマー)
・PPS
・PET(ポリエステル)
・PI(特殊ポリイミド)
・透明PI
・PC(ポリカーボネート)
・PMMA(アクリル)
・COP
・COC
・PA(ポリアミド・ナイロン)
・メッシュ素材
複合材
・ITO/PET
・ハードコートフィルム
・粘着剤/フィルム
・フッ素コート/銅箔
・LCP/アルミ箔
・LCP/銅箔
・特殊コート/SUS箔
繊維(ファイバー)
・炭素繊維
・綿繊維
・セルロース繊
・合繊繊維
金属箔
・SUS箔
・銅箔
・アルミ箔
・ニッケル箔
・チタン箔
・メッシュ素材
・インバー
・アルミ箔/銅箔
・インコネル
巻き戻しアニール処理(熱処理、焼成加工)においての実力
最大処理時間:240分
最高温度:500℃(550℃)
ゲージバンドにも大きな効果
ゲージバンド、偏肉を解消!
(アニール加工)

ハードな折れ、シワもお任せください
このような偏肉、ナミナミ、しわしわ、折れがある原反もあきらめないで!

熱処理後は大きく改善しました!

思ったより苦労しましたが、アニールチームは流石です。その上、各工場から技術メンバーが集まれば何とかなります。
スピード力とメンバーの知恵、知識、実績がものをいいます
実績
フィルム
・フッ素フィルム
→ PFA、ETFE、PTFE、FEP
・LCP(液晶ポリマー)
・PPS
・PET(ポリエステル)
・PI(特殊ポリイミド)
・透明PI
・PC(ポリカーボネート)
・PMMA(アクリル)
・COP
・COC
・PA(ポリアミド・ナイロン)
・メッシュ素材
複合材
・ITO/PET
・ハードコートフィルム
・粘着剤/フィルム
・フッ素コート/銅箔
・LCP/アルミ箔
・LCP/銅箔
・特殊コート/SUS箔
繊維(ファイバー)
・炭素繊維
・綿繊維
・セルロース繊
・合繊繊維
金属箔
・SUS箔
・銅箔
・アルミ箔
・ニッケル箔
・チタン箔
・メッシュ素材
・インバー
・アルミ箔/銅箔
・インコネル

